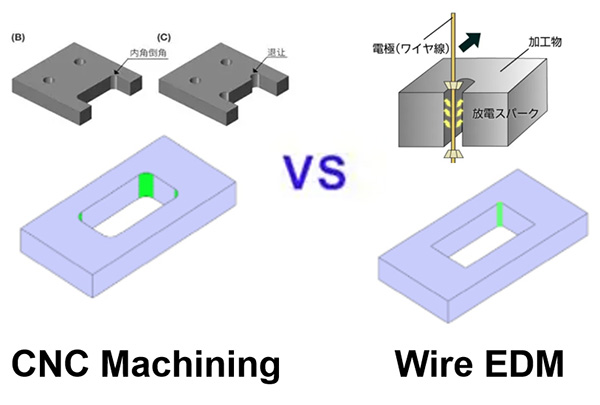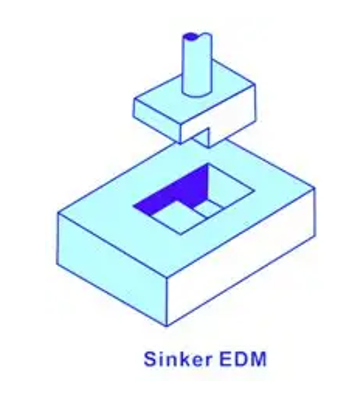
Sinker EDM
| Comparison Item | Sinker EDM |
|---|---|
| Tool Electrode | Custom formed electrode (copper, graphite), shape matches the cavity profile |
| Electrode Movement | Stationary electrode / Z-axis feed only, no horizontal path movement |
| Machining Start Point | Can start at any position on the workpiece (no pre-drilled hole required) |
| Machining Capability | Machining of closed cavities, blind holes, and complex 3D curved surfaces (e.g., mold cavities) |
| Electrode Wear | High electrode wear, requiring multiple electrodes or repeated machining compensation |
| Dielectric Fluid | Typically kerosene or special-purpose oil (for insulation, cooling, and debris removal) |
| Typical Accuracy | Rough: ±0.05–0.1mm; Finishing: ±0.005–0.01mm |
| Efficiency Indicator | Material Removal Rate: 10–500 mm³/min |
| Typical Applications | Injection mold cavities, die-casting mold cavities, blind holes, micro holes, complex 3D surfaces |

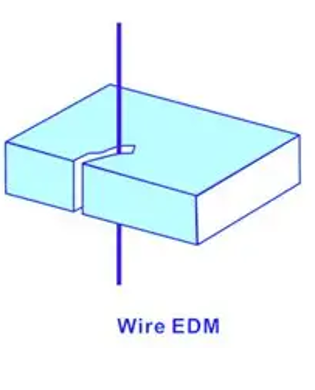
Wire Electrical Discharge Machining (WEDM)
| Comparison Item | Wire Electrical Discharge Machining (WEDM) |
|---|---|
| Tool Electrode | Continuously moving metal wire (molybdenum wire / brass wire, φ0.05–0.3mm) |
| Electrode Movement | Continuous wire feeding (reciprocating / unidirectional), with X/Y CNC controlled worktable path movement |
| Machining Start Point | Must start from the workpiece edge or pre-drilled wire start hole |
| Machining Capability | Machining of 2D contours, narrow slots, through holes, and tapered profiles (cannot produce blind cavities) |
| Electrode Wear | Wire is continuously replenished, resulting in negligible wear that can be almost ignored |
| Dielectric Fluid | Emulsion / kerosene for high-speed wire EDM; deionized water for low-speed wire EDM |
| Typical Accuracy | High-speed wire EDM: ±0.01–0.03mm; Low-speed wire EDM: ±0.001–0.005mm |
| Efficiency Indicator | Cutting speed: 20–150 mm²/min |
| Typical Applications | Punch dies, templates, narrow slots, gears, irregularly shaped parts, precision 2D contours |