







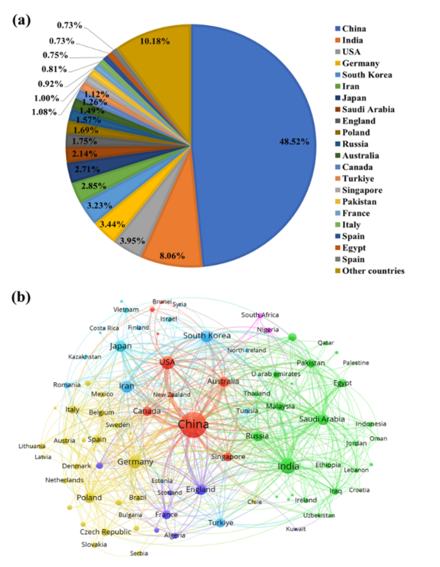
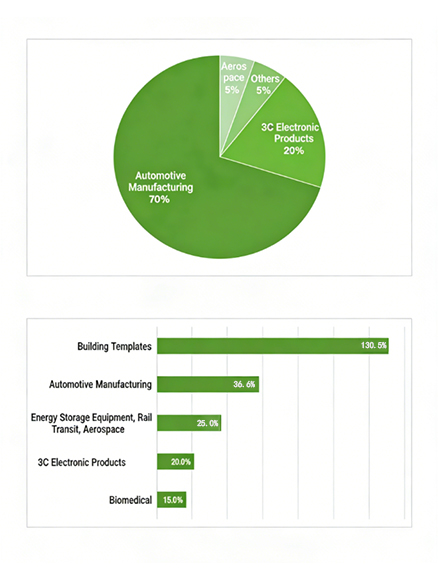
Advantages of Magnesium Alloy Applications in China
CNC Machining Services
Custom Injection Molding Services
Custom Sheet Metal Fabrication Services
Metal Mold Services
ISO 9001:2015, ISO 13485, IATF 16949:2016 Certified
Uploadyour design fles forinstant pricing, free DFM analysis.





Support formats: PDF, Word, Excel, Txt, JPG, PNG, BMP, GIF, RAR, ZIP, It is recommended to upload up to 5, and the single size must not exceed 20M.

| Material Grade | Application Areas & Advantages |
|---|---|
| AZ91D | Contains 9% aluminum and 1% zinc. It is the most widely used magnesium alloy grade globally, featuring high strength and excellent casting flowability. It is the preferred grade for structural parts, especially automotive components. AZ91D offers excellent die-casting performance and is widely used in integrated components such as instrument panel brackets and motor housings. Compared with aluminum, it reduces weight by over 30%; compared with plastic, it offers higher strength. Typical examples include the use of integrated die-cast magnesium alloy AZ91D in laptop bodies and VR devices. Through die-casting, it enables the replacement of multiple structural parts with a single integrated component, reducing overall weight by nearly 60%. It is commonly used in thin and lightweight electronic products, and is especially suitable for ultra-thin lightweight applications. |
| AM60B | Contains 6% aluminum and 0.15%–0.5% manganese. It has outstanding energy absorption under impact and excellent toughness. It is suitable for stressed parts subject to vibration and impact, such as automotive steering wheel frames, seat frames, and similar components. AM60B is especially preferred for crash-resistant automotive parts, with impact energy absorption capacity approximately 50% higher than high-strength aluminum alloys, helping improve vehicle safety. |
| AS41 | Contains 4% aluminum and 1% silicon. Silicon improves high-temperature creep resistance, making it especially suitable for parts around engines and other high-temperature environments. AE42: Contains 4% aluminum and 2% rare earth elements. The addition of rare earths significantly improves alloy thermal stability, with heat resistance exceeding 170°C. It is suitable for medium-to-high temperature working conditions and automotive powertrain systems. AE42 and MRI153M are commonly used in engine brackets and transmission housings in Japanese and German vehicles. Their electromagnetic shielding performance is superior to that of aluminum alloys, and they have passed EMC certification. |
| AZ31B | Contains 3% aluminum and 1% zinc. It offers a balanced combination of medium strength and plasticity, and is known as an “all-purpose grade” for deformation processing. It can be rolled into plates and bent into profiles, and is widely used in consumer electronics structural parts, core frame structures, and small electric scooter parts. For example, some small electric scooter models use aerospace-grade magnesium alloy one-piece die-cast frames, while mass-produced vehicles often use AZ31B bent and stamped sheet materials to achieve seamless design and improved handling. |
| ZK61M (MB15) | (Former grade: MB15) Contains 6% zinc and 1% zirconium. Zirconium refines the grain structure and significantly improves strength (tensile strength above 270 MPa). It is suitable for high-load structural parts. It is commonly used in high-strength scenarios such as transmission housings, and its tensile strength can exceed 270 MPa. |
| MB8 | Contains 8% zinc. It is a typical representative of zinc-based magnesium alloys, with excellent weldability and corrosion resistance. It is an ideal choice for manufacturing thin plates, tubes, and other welded structural components. |

| Material | Die-Cast Aluminum Alloy ADC12 |
|---|---|
| Before Exposure | 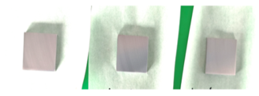 |
| Salt Spray 24 h | 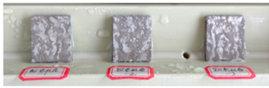 |
| Salt Spray 72 h |  |
| Salt Spray 120 h |  |
| Salt Spray 168 h |  |
| Material | Semi-Solid Magnesium Alloy AZ91D |
|---|---|
| Before Exposure |  |
| Salt Spray 24 h | 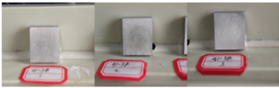 |
| Salt Spray 72 h | 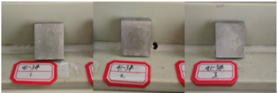 |
| Salt Spray 120 h | 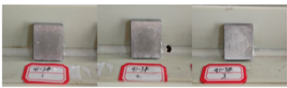 |
| Salt Spray 168 h | 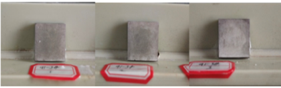 |
| Common Corrosion Identification of Magnesium Alloys | Image |
|---|---|
| 1. Galvanic Corrosion (Bimetallic Corrosion) |  |
| 2. Pitting Corrosion |  |
| 3. Crevice Corrosion |  |
| 4. Filiform Corrosion |  |
| 5. Intergranular Corrosion |  |
| 6. Exfoliation Corrosion (Delamination Corrosion) |  |
| 7. Stress Corrosion Cracking (SCC) |  |
| Causes | Solutions |
|---|---|
| When two metals with large potential differences come into contact in an electrolyte, the active metal (anode) undergoes accelerated corrosion. |
|
| Local breakdown of the passive film under the action of media such as chloride ions, forming small pits that grow vertically into the material. |
|
| Occluded cells form in metal crevices (e.g., welds, gaskets, threads), leading to acidification and oxygen depletion within the crevice, which accelerates corrosion. |
|
| Filiform corrosion spreads under coatings in a thread-like pattern at coating defects, commonly seen on coated metals (e.g., aluminum, steel). |
|
| Corrosion that propagates along grain boundaries, often caused by precipitated phases (e.g., chromium carbides) that deplete chromium at grain boundaries, reducing corrosion resistance. |
|
| Corrosion develops along the layered structure of rolled metal, expanding between layers and causing surface delamination and spalling. |
|
| Brittle cracking of metals along or across grain boundaries under the combined action of tensile stress and specific corrosive media. |
|

+86 13421341931
Building 4, Wanfeng Dazhonggang Industrial Zone, Shajing Town, Bao'an District, Shenzhen, China






Copyright © 2026 Shenzhen Huazheng Precision Technology Co., Ltd All rights reserved.
Privacy Policy Cookie Policy Terms and Conditions